Aluminization of the 1.2m mirrors
Created 08/24/04 by EF
Updated 09/01/04 by EF
In August 2004, it was the turn of the 1.2m mirrors to be aluminized.
We had planned the usual stripping of the old aluminum and
re-aluminization at the UA "Sunnyside" facility in Tucson and had
scheduled it for the week of Aug 16. We removed the mirrors the
previous week, packed them and trucked them to the basecamp. Only to
find out from Gary Rosenbaum that the schedule at Sunnyside was
suddenly pushed back, so they would not be able to get to our mirrors
until about Sep 20, more than 1 month too late for us. After a quick
scramble, thanks to Richard Green,
we found that NOAO had a break in their schedule, and would
be able to aluminize for us in their 2.4m chamber on Kitt Peak the
week of Aug 16, for a slightly higher fee. After discussing
the possibility with Tony Abraham at NOAO, we decided to pursue this
option, but to aluminize only the primary, as the secondary was in
excellent condition.
The stripping and aluminization proceeded during the week of the
original schedule. In the morning of Aug 16, with Rodger Harris at
the wheel, we drove the mirror to NOAO in Tucson for an
inspection. The goal was to determine whether any fittings would be
required, and to have them fabricated in Tucson if necessary. We met
with Khairy Abdel-Gawad, who would oversee the aluminization, as well
as Gary and Bill Kindred at the NOAO loading docks. Fortunately, Gary
found our lifting ring (aka band) at Sunnyside and delivered it to
NOAO himself. Bill Kindred obtained a set of reflectivity measurements
(with and without the specular component) with the Minolta reflectometer.
After the inspection, we proceeded to Kitt Peak and
delivered the mirror that afternoon. Fittings would
be machined and the chamber would be prepped on Aug 17,
and the stripping and aluminization would take place on Aug 18.
On Aug 18, Bob Hutchins and I drove to KPNO and met there with Bill Kindred,
Khairy and Wally, who would be doing the hard work.
Before stripping, Bill performed several "tape tests" (see below). These
showed that the aluminum was holding up well, except in the obviously
degraded islands. The stripping began with a wash with filtered water
and Orvis soap. The mirror was daubed dry, and then Bill took a new
set of reflectivity measurements at the same positions on the mirror as
before.
Then, Bill tested out his power-washing machine using
tap water. He applied as much water pressure as feasible. There was no
damage to the aluminum that could be detected by visual inspection.
After that, Wally proceeded with the 3-step standard KPNO stripping.
During that process, one of the attachment points for the spreader bars
on the side of the mirror fell off. These are epoxied and prone to
becoming detached easily.
Once the bare glass was dry, Bill repeated his reflectivity measurements.
The digital photos below illustrate the procedure. The mirror went
into the vacuum chamber around midday. Two witness microscope glass
slides were placed in the chamber next to the mirror. Wally started
pumped down the chamber until about 3pm, when it reached about 8E-6
Torr. The normal goal is 5E-6 Torr, but the pumping was taking much
longer than usual. At that point, it seemed to be going nowhere lower
and Wally made the decision to "shoot." We watched through a porthole
as the electrodes first glowed and suddenly, the glass was
coated. Wally noted that the flux gauge was not reading out, so the
coating thickness readout was unreliable. He suspected (and, once he
opened the chamber, confirmed) that he had bumped the detector in the
chamber when putting in the mirror, so it was pointed the wrong
way. He decided to pump down again, and to fire the inner array of
electrodes, as we preferred a thicker than normal coating. At about
3:30pm, we were back down to about 8E-6 Torr, and Wally fired
again. That also went well, except for the lack of a reliable
measurement of the coating thickness. From their past experience, we
expect the coating is about 100 nm thick. At that point, the mirror
was allowed to hang until the following day.
The morning of Aug 19, we drove to KPNO with the new MMT truck, again
with Rodger at the wheel. By the time we arrived, Khairy and Wally had
removed the mirror from the chamber and placed it with the lifting
ring into its box. We saw that the coating was visually good,
except for the islands of bad glass, which had increased somewhat in
surface area. The "orange-peel" effect was visible on the new
coating. It is clearly a property of the glass surface. I decided to
accept the mirror and drive it to the basecamp. We left the mirror in
its box and in the truck until Monday Aug 23, when support drove it to
the Ridge.
On Aug 23, we unloaded the mirror from its box, removing the lifting
ring, and placed it on the cell, but resting on the tripod fixture.
Once again, Bill repeated his reflectivity measurements. He found
relatively high scattering and lower than expected specular
reflection, just below 90%. However, we still need to analyze the
measurements. We started by gluing the attachment point for one of
the spreader bars that had become detached. The epoxy required about
17 hours of curing, so little else could be done that day. On Aug 24,
after Bob had mounted the spreader bars, I jiggled all of them, and
one of the attachment points fell out once again (a different one this
time). Thus went another day of epoxy curing. On Aug 25, we started
mounting the rest of the hardware. We had the mirrors and the topbox
mounted back on the telescope by Aug 27.
The following is a visual record of the aluminization.
Click on the images for enlarged views.
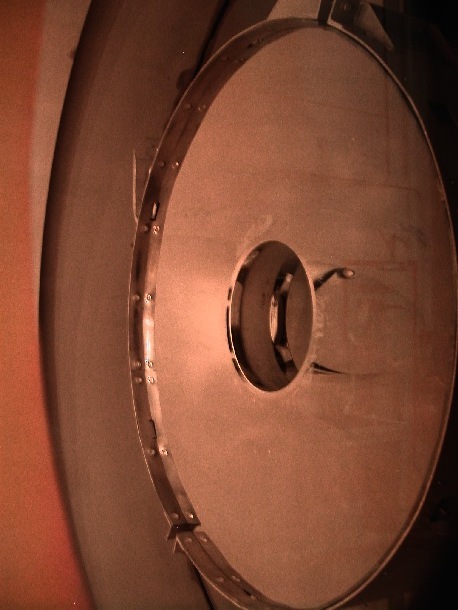
 A view
of the mirror at NOAO in Tucson during the inspection. The mirror had
not been touched at this point, and carried a significant amount of
dust and crud, mostly deposited during removal. Ignoring the
reflections, one can see one of the "islands" of reduced reflectivity
and high scattering near the central hole.
A view
of the mirror at NOAO in Tucson during the inspection. The mirror had
not been touched at this point, and carried a significant amount of
dust and crud, mostly deposited during removal. Ignoring the
reflections, one can see one of the "islands" of reduced reflectivity
and high scattering near the central hole.
 A close-up
of the mirror at NOAO in Tucson during the inspection. One can see
more "islands" of reduced reflectivity
and high scattering near the central hole, as well as additional streaks
at 7-9 o'clock.
A close-up
of the mirror at NOAO in Tucson during the inspection. One can see
more "islands" of reduced reflectivity
and high scattering near the central hole, as well as additional streaks
at 7-9 o'clock.
 At the KPNO
aluminization facility. Bill performed a tape test
with masking tape and then he turned over the tape and laid it next
to the tested radial strip. Most of the aluminum remained on the glass,
except for that in the "island" which stuck easily to the tape. Note
the "chicken scratch" marks near the middle and
top of the image. These were
dark spots where the aluminum apparently had been lost.
At the KPNO
aluminization facility. Bill performed a tape test
with masking tape and then he turned over the tape and laid it next
to the tested radial strip. Most of the aluminum remained on the glass,
except for that in the "island" which stuck easily to the tape. Note
the "chicken scratch" marks near the middle and
top of the image. These were
dark spots where the aluminum apparently had been lost.
 Bill performed the
tape test on 6 radial spokes around the mirror, with the same results
as the first test.
Bill performed the
tape test on 6 radial spokes around the mirror, with the same results
as the first test.
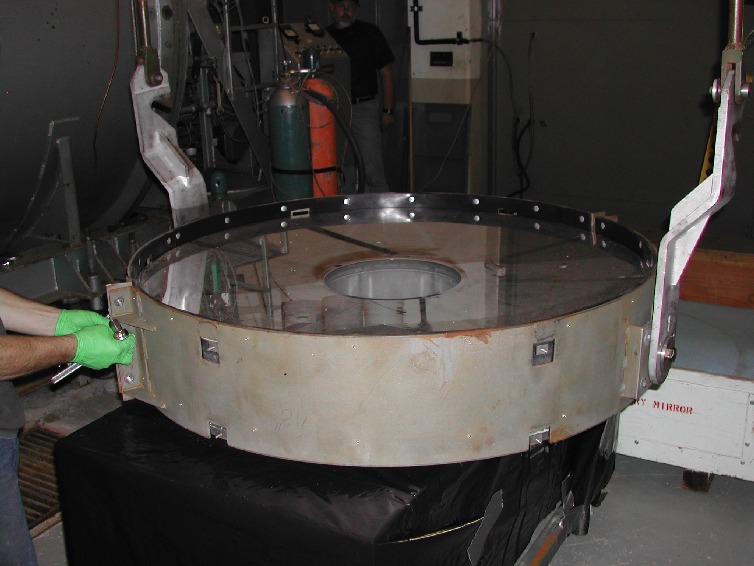 The mirror
hangs, held with the ring and hanging fixture and moved by a crane.
In this view, it rests on the table where it is about to be stripped.
The mirror
hangs, held with the ring and hanging fixture and moved by a crane.
In this view, it rests on the table where it is about to be stripped.
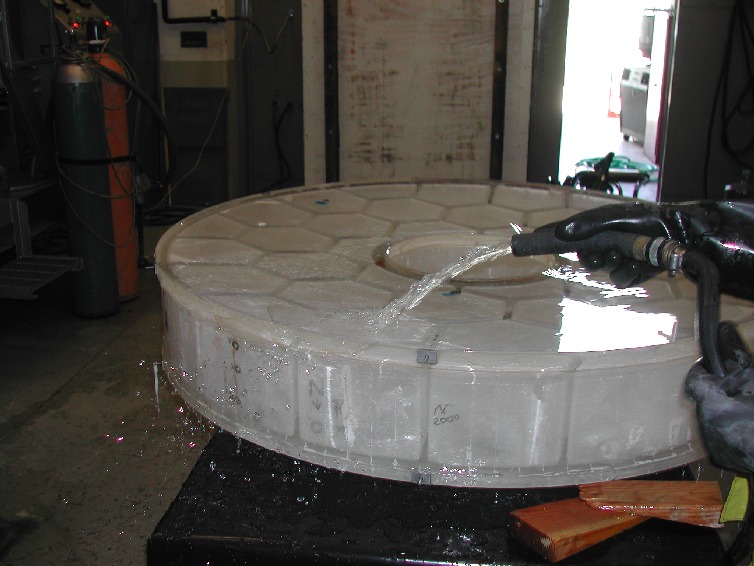
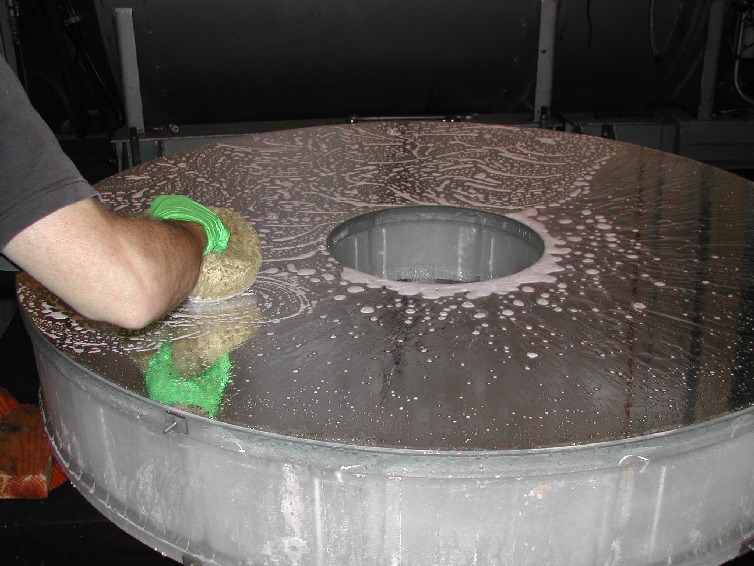 The mirror
receives its first wash from Wally, just soap and filtered water.
The mirror
receives its first wash from Wally, just soap and filtered water.
 Bill tests
his power-washing technique on the mirror. The aluminum held fast,
although it may be difficult to tell in this view.
Bill tests
his power-washing technique on the mirror. The aluminum held fast,
although it may be difficult to tell in this view.
 A close-up
of the power wash.
A close-up
of the power wash.
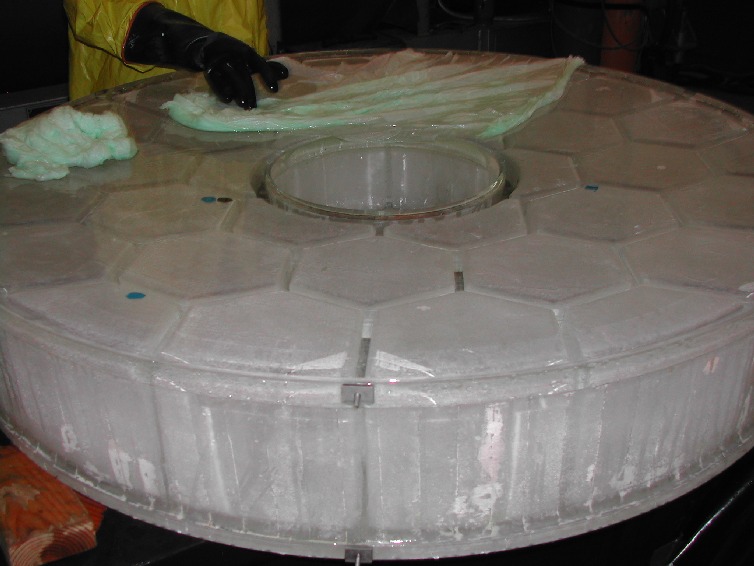
 Wally laid
Kaidry EX-L wipes on the mirror, poured "Green River" (dilute HCl plus
CuSO4), and patted down the wipes to make full contact
with the mirror.
Wally laid
Kaidry EX-L wipes on the mirror, poured "Green River" (dilute HCl plus
CuSO4), and patted down the wipes to make full contact
with the mirror.
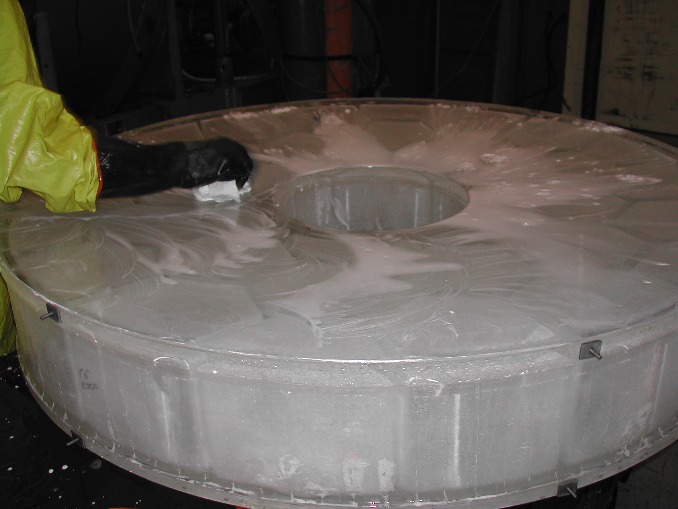
 Wally simply
lifts the wipes and no apparent trace of aluminum is left on the glass.
The blue spot near Wally's hand is epoxy underneath the front plate,
attaching one of the mirror temperature sensors.
Wally simply
lifts the wipes and no apparent trace of aluminum is left on the glass.
The blue spot near Wally's hand is epoxy underneath the front plate,
attaching one of the mirror temperature sensors.
 Wally is
almost done with this step. We have bare glass!
Wally is
almost done with this step. We have bare glass!
 Wally washes off the glass
with filtered water.
Wally washes off the glass
with filtered water.
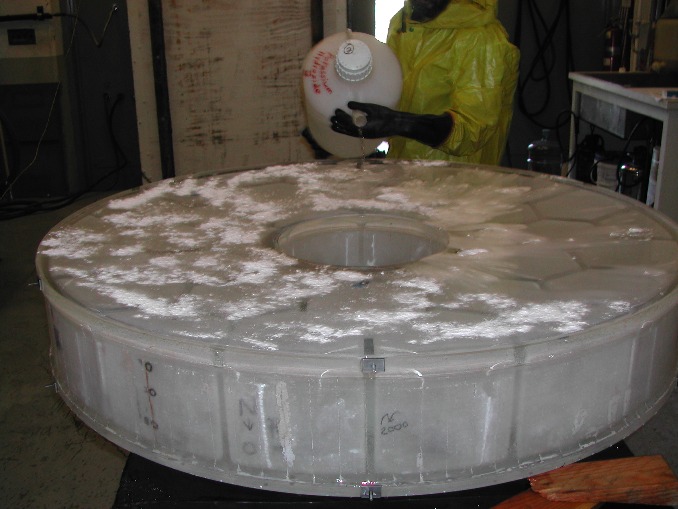 Wally has laid
CaCO3 and is pouring KOH dissolved in distilled water.
Wally has laid
CaCO3 and is pouring KOH dissolved in distilled water.
 Wally rubs
lightly in circular motions with wipes.
Wally rubs
lightly in circular motions with wipes.
 Wally is rinsing with
filtered water. These last 3 steps are repeated twice.
Wally is rinsing with
filtered water. These last 3 steps are repeated twice.
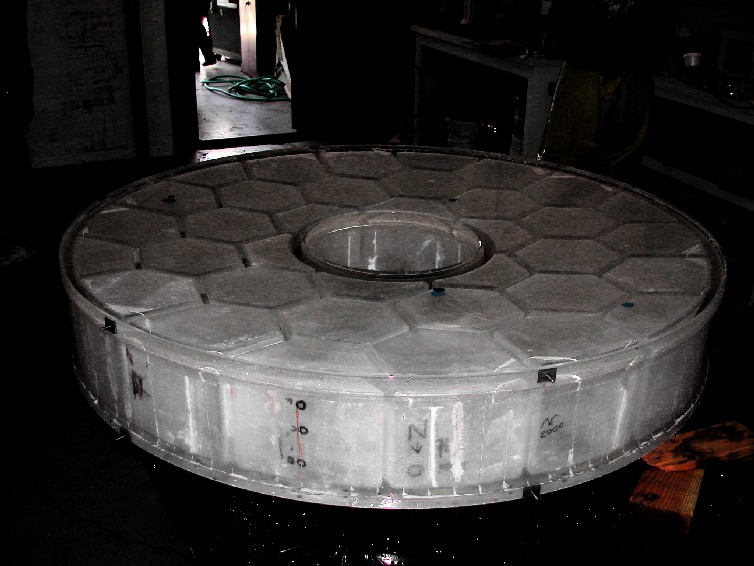 The final result. The
contrast is stretched to reveal the structures in the glass.
The final result. The
contrast is stretched to reveal the structures in the glass.
 Close-up to show the
structures in the glass. One must stare at the surface and at the darker
areas due to the gaps between the honeycomb to decide what is on the
surface and what is underneath.
Close-up to show the
structures in the glass. One must stare at the surface and at the darker
areas due to the gaps between the honeycomb to decide what is on the
surface and what is underneath.
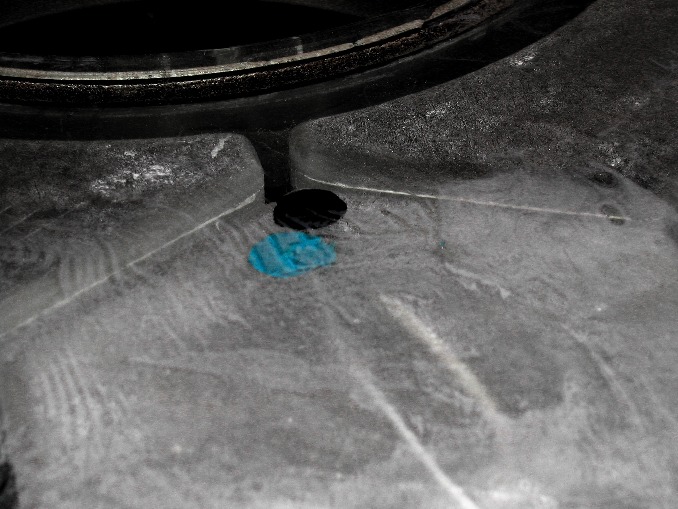 Another close-up.
The blue and black spots are epoxy on the back plate for the temperature
sensors.
Another close-up.
The blue and black spots are epoxy on the back plate for the temperature
sensors.
 And a final close-up.
Concentrate on the darker areas to distinguish between front and
back plates.
And a final close-up.
Concentrate on the darker areas to distinguish between front and
back plates.
 The chamber. On the left
at the far end, the Al electrodes are visible. The mirror hangs on
the right.
The chamber. On the left
at the far end, the Al electrodes are visible. The mirror hangs on
the right.
 Before
closing up the chamber, Wally cleans the
mirror with CO2 as it hangs in the chamber.
Before
closing up the chamber, Wally cleans the
mirror with CO2 as it hangs in the chamber.
 A close-up showing
1 of 2 witness glass strips next to the mirror.
A close-up showing
1 of 2 witness glass strips next to the mirror.
 The chamber
as it is being pumped down. Notice the viewing porthole through
which I took the next photo.
The chamber
as it is being pumped down. Notice the viewing porthole through
which I took the next photo.
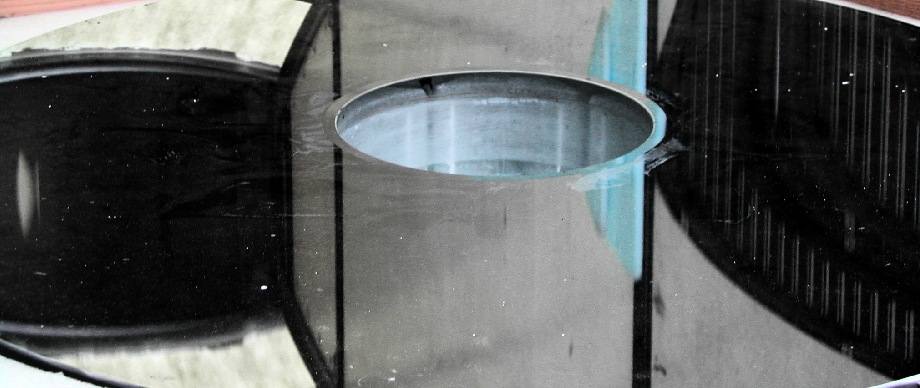
 The mirror
reflects the glow of the electrodes as it is being coated inside
the chamber. Already, the islands of bad (worse) glass are
visible near the central hole in the mirror. Notice you also see
a reflection off the porthole glass superposed on the right side of the mirror.
The mirror
reflects the glow of the electrodes as it is being coated inside
the chamber. Already, the islands of bad (worse) glass are
visible near the central hole in the mirror. Notice you also see
a reflection off the porthole glass superposed on the right side of the mirror.